The Cleveland Punch and Die tip for the day involves the punch stripper. Tooling life can be influenced by the stripping mechanism which allows the punching machine to withdraw or "strip" the punch from the material after the hole has been punched. If the stripper is not used correctly, punch life may be reduced. If the bottom of the stripper is not parallel with the material, or if it is cocked or uneven, the material will act as a wedge against the punch. As the machine tries to pull the punch from the material, the lateral force wedging the punch into the material will cause the punch face to pull or flake off. In extreme cases, the punch may even be pulled apart.
Some stripping mechanisms advance with the punch and actually make contact with the material, while others are manually adjusted for the specific punching application. Manual strippers should be adjusted for minimal free play between the bottom of the stripping mechanism and the top of the material. If your stripping mechanisms begin to wear, call your Cleveland Punch & Die representative to have them replaced. We can also supply a urethane punch stripper which slips directly over the punch and aids in stripping the material off of the punch in applications where a bulky ironworker stripper is not applicable.

Friday, January 29, 2010
Thursday, January 28, 2010
Die Holder Replacement
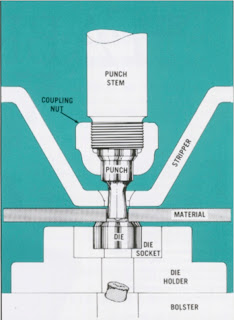
The Cleveland Punch & Die tip of the day deals with the die holder. The proper alignment of the die holder and the die socket is just as important as the punch stem. The die holder functions as a clamping device to secure the die to the punching machine and keep the die centrally located in relation to the punch. Some punching machines are equipped with a removable die socket or die insert which serves as an expendable part of the die holder (shown in the figure below).
Most of the energy transferred by the punch is passed through the die to the die holder. Because the die is harder than the die holder, a contact point may be generated between the bottom of the die and the base of the die pocket. Eventually a worn die seat may prevent the die from seating squarely. In this situation, the diameter of the die holder begins to form into an elliptical shaped hole, thus further compounding the alignment problem. The die socket or the entire die holder may have to be replaced when the die seat wears beyond acceptable limits.
The bolts or other mounting hardware which fasten the die holder to the punching machine should be checked and retightened frequently as they tend to loosen during operation. Die holders are usually equipped with die alignment locators such as a setscrew or a pin slot. These locators serve as the die's anti-rotational device when used with dies that have matching locators such as a notch, flat, pin, ect. The minimal cost of adding locators to the tooling goes a long way toward preventing unnecessary, costly tooling breakages.
Most of the energy transferred by the punch is passed through the die to the die holder. Because the die is harder than the die holder, a contact point may be generated between the bottom of the die and the base of the die pocket. Eventually a worn die seat may prevent the die from seating squarely. In this situation, the diameter of the die holder begins to form into an elliptical shaped hole, thus further compounding the alignment problem. The die socket or the entire die holder may have to be replaced when the die seat wears beyond acceptable limits.
The bolts or other mounting hardware which fasten the die holder to the punching machine should be checked and retightened frequently as they tend to loosen during operation. Die holders are usually equipped with die alignment locators such as a setscrew or a pin slot. These locators serve as the die's anti-rotational device when used with dies that have matching locators such as a notch, flat, pin, ect. The minimal cost of adding locators to the tooling goes a long way toward preventing unnecessary, costly tooling breakages.

Wednesday, January 27, 2010
Punch Stems - Get Started Properly
The Cleveland Punch & Die tip of the day deals with the punch stem. The punch stem, sometimes referred to as the ram, transfers the machine's energy into the punch. Proper alignment of the punch stem is an important factor, especially on older or heavily used punching machines. Because the punch is harder than the punch stem, the contact point between the punch stem and the head of the punch will eventually begin to wear. If this occurs, the punch will have a tendency to rock against the uneven stem surface. Checking the stem with a square and straight edge will quickly identify if a problem exists.
Most punch stems are bolted to the punching machine and can begin to loosen during the punching operation. Therefore, the bolts should be checked periodically and torqued to the manufacturer's specifications to ensure proper alignment. Some punch stems are also equipped with punch alignment locators such as a single keyway, cross keyway, vertical slots or cross "V grooves". These locators serve as an anti-rotational device when the punch is manufactured with a matching keyway. The locators are especially helpful for a quick and accurate setup when punching holes that are square, oblong, rectangle, hexagon, ect. They can also help the operator to ensure correct tooling alignment. By ordering all shaped tools with the proper keyway, tooling life will surely be extended.
Most punch stems are bolted to the punching machine and can begin to loosen during the punching operation. Therefore, the bolts should be checked periodically and torqued to the manufacturer's specifications to ensure proper alignment. Some punch stems are also equipped with punch alignment locators such as a single keyway, cross keyway, vertical slots or cross "V grooves". These locators serve as an anti-rotational device when the punch is manufactured with a matching keyway. The locators are especially helpful for a quick and accurate setup when punching holes that are square, oblong, rectangle, hexagon, ect. They can also help the operator to ensure correct tooling alignment. By ordering all shaped tools with the proper keyway, tooling life will surely be extended.
Tuesday, January 26, 2010
Coupling Nuts & Punch Holders
The Cleveland Punch and Die tip of the day deals with the coupling nut. The coupling nut or other means of fastening the punch to the machine is an important consideration to extend punch and die life. Although the coupling nut does not transfer the energy of the machine to the punch, it may prevent the punch from seating squarely against the punch stem. Coupling nut problems such as a worn seat, crushed threads or foreign material in the nut; may cause the punch to cock and strike the die when punching. The simple check of the coupling nut could prevent a costly tooling crash.
Punch holders do not experience a significant compressive force but they do experience a large tensile force. Every time the punch is pulled or "stripped" from the material, a tensile force is generated. This causes the coupling nut to stretch slightly. This stretching is most evident during the punching of thicker material. When the punch is freed from the material, the coupling nut springs back to normal. This rubber band effect will eventually cause the threads of the coupling nut to work lose. For this reason, it is extremely important that the punch holders be checked and tightened on a regular basis.
Monday, January 25, 2010
Punch and Die Alignment
The Cleveland Punch and Die tip for the day is a basic one: alignment. The punch must be aligned correctly with the die to maximize tooling life. After installing the punch and die, the operator should slowly advance the punch into the die to be sure that the punch is centered with the hole in the die. This can be checked fairly easily by making sure the clearance is equal on all sides of the punch when entering into the die.
On most ironworker punching machines a coupling nut, spanner nut or quick change sleeve is used to secure the punch to the machine. These devices are usually threaded onto a punch stem which transfers the hydraulic or mechanical energy of the machine down into the punch to generate the hole in the material. This energy transfer takes place at the top of the punch (the head), which butts up against the punch stem.
Since large amounts of pressure are exerted in this area, the base of the punch stem and the head of the punch must be flat and parallel to each other. If either is uneven, worn or cocked, the energy of the punching machine is no longer transferred through the center of the punch. This usually causes the punch to cock and strike the die, ultimately resulting in the punch cracking or failing.
By performing a quick check of punch and die alignment each time the tooling is changed, the punch and die life will be extended, resulting in "More Holes Per Dollar".
On most ironworker punching machines a coupling nut, spanner nut or quick change sleeve is used to secure the punch to the machine. These devices are usually threaded onto a punch stem which transfers the hydraulic or mechanical energy of the machine down into the punch to generate the hole in the material. This energy transfer takes place at the top of the punch (the head), which butts up against the punch stem.
Since large amounts of pressure are exerted in this area, the base of the punch stem and the head of the punch must be flat and parallel to each other. If either is uneven, worn or cocked, the energy of the punching machine is no longer transferred through the center of the punch. This usually causes the punch to cock and strike the die, ultimately resulting in the punch cracking or failing.
By performing a quick check of punch and die alignment each time the tooling is changed, the punch and die life will be extended, resulting in "More Holes Per Dollar".
Friday, January 22, 2010
More Holes Per Dollar
As a punch and die manufacturer we are continually striving to service the individuals and companies in the Steel Fabricating Industry with focus on improving their productivity and efficiency. In these tough economic times it seems that everyone is trying to improve anything they can.
Over the next few weeks we will be outlining numerous methods and activities that are considered standard practices at The Cleveland Punch and Die Company. These practices are intended to provide valuable assistance to our customers in an effort to extend tooling life. "More Holes Per Dollar" is our way of describing the passionate pursuit of improvement by each and every one of us here at CPD.
Helping our customers get "More Holes Per Dollar" starts with the fundamentals, the steel used in the making of the tool. By melting our own proprietary tool steel, we are able to deliver a longer lasting tool. Whether it is a punch, a die, a shear blade or a component part, our steel has been designed to last longer than that of the competition.
I would like to encourage this blog to be that of an open forum. If anyone has any questions or suggestions, please feel free to leave a comment or email me directly. Thanks for taking the time to check out our blog. I look forward to more posts and talking with you all in the future.
Kyle Brown
kbrown@clevelandpunch.com
Over the next few weeks we will be outlining numerous methods and activities that are considered standard practices at The Cleveland Punch and Die Company. These practices are intended to provide valuable assistance to our customers in an effort to extend tooling life. "More Holes Per Dollar" is our way of describing the passionate pursuit of improvement by each and every one of us here at CPD.
Helping our customers get "More Holes Per Dollar" starts with the fundamentals, the steel used in the making of the tool. By melting our own proprietary tool steel, we are able to deliver a longer lasting tool. Whether it is a punch, a die, a shear blade or a component part, our steel has been designed to last longer than that of the competition.
I would like to encourage this blog to be that of an open forum. If anyone has any questions or suggestions, please feel free to leave a comment or email me directly. Thanks for taking the time to check out our blog. I look forward to more posts and talking with you all in the future.
Kyle Brown
kbrown@clevelandpunch.com
Monday, January 18, 2010
Optimistic 2010
As we begin 2010 we are optimistic that business conditions are improving. Most economic indicators are showing upward momentum. This is great news for everyone in the metalworking industry!
Cleveland Punch will celebrate its 130th Anniversary in 2010. We would like to express our appreciation to our many loyal customers for making this milestone possible. We are planning several "Economic Stimulus" events to reward our hardworking, loyal customers.
Please check out our website's News Page at www.clevelandpunch.com/news for current Promotions and Anniversary Celebration Events. Best wishes for a Prosperous 2010.
-Dan L. Brown, President
Subscribe to:
Posts (Atom)